颗粒冷却是颗粒成型后保持颗粒质量的第一步。颗粒离开制粒机的高压舱时是湿热(79.5℃~93.3℃)、易碎的。
有效冷却的要素包括颗粒的温和处理、粉料产生量最小、去除水分以便安全存贮以及排风系统中无冷凝水。
冷却和干燥是通过流经饲料颗粒的气流完成,空气通过蒸发和对流的方式将颗粒表面的水分和热量带走。因此,为了让颗粒中心的热量和水分有足够的时间迁移到表面并被气流带走,颗粒在冷却器中要有充足的滞留时间,这很重要。
环境中的空气进入冷却器后,最先与最底层的饲料颗粒接触并被预热,使空气的相对湿度下降,从而增加了空气的持水能力。事实上,空气温度每增加 11.1 ℃ (20 ℉ ),其持水能力将增加1倍。
1 冷却器的类型
饲料工业中使用的冷却器大多数为卧式平带或平盘式冷却器,或垂直逆流式冷却器(图1和图2)。在卧式冷却器(Horizontal Cooler)中,饲料颗粒借助重力离开制粒机,落入一个有固定开口的缓冲料斗中,该料斗再将颗粒均匀分散在穿孔带或一系列穿孔盘上,再由穿孔带或穿孔盘将颗粒从冷却器的入口带到出口。当颗粒通过冷却器时,吸风机将空气拉入,通过进风口均匀地与横流的料床交叉流动。
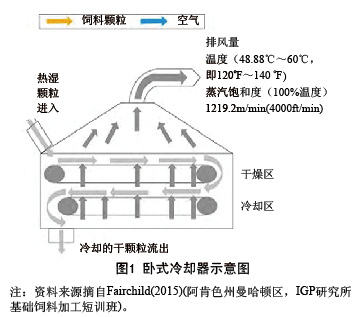
冷却的时间取决于冷却器长度、甲板数量(单元数)和传送带速度,而冷却器的宽度、料层深度及颗粒密度则决定了冷却能力。
卧式冷却器通常有两层甲板(双程),用两个短单元代替一个长单元(单程),这样可以节省地面空间。两层式甲板可以让空气在底层甲板(冷却区)预热,在上层甲板带走水分(干燥区)。卧式冷却器的风量需求大约为每吨765m3/h[450cfm(立方英尺/min)]。因此,一台时产50t颗粒饲料的制粒机对风量的需求约为38250m3/h(22500cfm)。
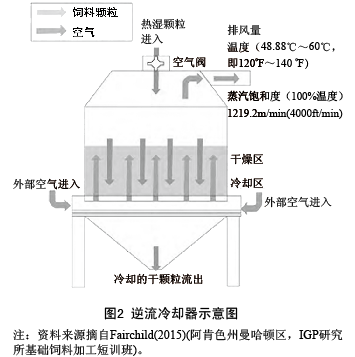
在逆流冷却器(Couterflow Cooler)中,饲料颗粒在向下流动过程中与较冷的气流逐渐接触而被冷却。当空气从饲料颗粒床由下向上流动时,空气被加热,持水能力不断增加。这种设计也意味着进入冷却器的颗粒最先与最热的空气接触,这就减缓了温度对颗粒的冲击。温度冲击能破坏毛细管作用,降低颗粒中心水分向表面迁移的速率,导致颗粒表面产生应力裂纹。
逆流冷却器的风量需求约为每595m3/h(350cfm)。因此,时产50t颗粒饲料的制粒机对风量的需求约为29750m3/h(17500cfm)。
逆流冷却器的优点是占地面积小、风量需求小,机械结构简单易于管理。
2 性能
影响冷却器性能的主要因素有颗粒温度及其水分含量、进风口空气温度和相对湿度、料层厚度和均匀度以及风量。由于我们不能控制进风口空气温度和相对湿度等外界因素,所以我们需要关注料层厚度和风量的管理(表1)。
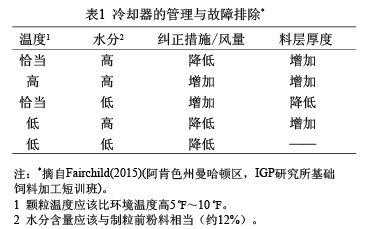
如果饲料成品的水分含量高于预期,那么料层厚度应该增加。增加料层厚度可以增加空气与颗粒的接触时间,这样可提高空气的温度和持水能力,因此饲料颗粒的出料温度更高,而水分含量更低。
卧式和逆流式冷却器内的料层厚度会存在差异。请记住,气流总是选择阻力最小的路径,在冷却器中就是选择料层厚度最薄的地方。例如,在卧式冷却器中,如果边缘料层厚度低于中间,那么外侧边缘的颗粒温度较低,而中间的颗粒更热且含水量更高。圆形逆流冷却器的边缘或方形逆流冷却器的角落也会出现这种情况。
颗粒厚度不均匀通常是由冷却器的颗粒进入方式造成的。大多数卧式冷却器在进料口处有一个机械布料装置,但是由于颗粒从环模挤出的速度不同,冷却器一侧的颗粒可能会厚一些。这同样适用于逆流式冷却器:调整冷却器中的机械布料器或支架将会影响料层厚度。
风速和风量在冷却效果中起主要作用。颗粒冷却太快会使颗粒表面结皮,阻碍颗粒中心的水分向表面迁移,导致颗粒软且水分高。由于在随后的贮存过程中会发生水分平衡,结果是颗粒的含水量高易碎,这种颗粒在料仓内易结拱,在运输过程中粉化率高。
另外,冷却过程中的水分增量对动物生产性能和运输成本有巨大的影响。例如,每周生产10000t颗粒料的饲料厂,0.5%的水分增量意味着要将增加的50t水分从饲料厂运输至农场。这表示每周有两卡车或者每年有104卡车的水被拉到农场。此外,颗粒中多余的水分会稀释饲料的养分含量,对饲料效率产生不利影响。
冷却期间必需还要考虑颗粒质量和粉化率,因为过量的粉料会增加静压力,阻碍空气通过颗粒床。此外,过量的粉料还会进入排气管,堵塞排气系统。如果存在发生此类问题的忧虑,则考虑通过给冷却风扇电机使用变频驱动来降低空气流速,防止粉料被拉入管道系统。
观察冷却系统的性能是唯一能很好控制它的方法。目视检查料层厚度是评价冷却效率的一个很好的指标,因为,如前所述,料层厚度不均匀通常会导致冷却器内的温度和湿度分布差异。
监测并记录排风速度和温度并采取恰当的步骤以避免排风系统中出现冷凝水也是一个好主意。进入管道的是湿热空气,所以在通过风机排出前,管道、收集器和风扇必需要经过正确的隔离处理以避免空气冷却和凝结。
监测成品料的水分含量是对冷却效果的最终验证。考虑到冷却不是静态的,需求在一年中不断变化,特别是在夏季和冬季之间。当有必要调整时,准备调整料层厚度和风量,记住,对变化及其影响记录越多,将来这个过程就越简单。
原题名:Feed manufacturing: pellet drying, cooling reviewed ( 英文 )
原作者:Wilmer Pacheco博士 ( 奥本大学家禽学系推广专家及助理教授,wjp0010@auburn edu)、Adam Fahrenholz博士 ( 北卡罗来纳州立大学家禽科学系前置部助理教授)和CharlesStark博士(堪萨斯州立大学饲料技术副教授,Jim和Carol Brown)。